特集記事




低温・高温条件下における基板及び部品の反りのリアルタイム計測
(株)クオルテック 李 建永

1. はじめに
リフロー方式を利用した電子部品の高密度表面実装では、プリント配線基板や電子部品の反りにより、クラックやはんだボールなどの実装不良が多発している。
鉛フリーはんだの使用でリフロー温度が高く基板・部品の高温変形が大きいことが反り発生の主な原因と認識されている。
また、プリント配線基板の多層化・小型化も反りに大きく影響すると考えられる。
あらかじめ基板や部品の各温度での反り状況を評価することで、反りの発生を製品設計の段階で予測し、それに対応した対策を取れば、反りによる実装不良を防止することが可能と思われ、応力・変形シミュレーションを利用した研究が多く報告されている。
しかし、従来の反り測定装置は、測定動作は時間が掛かるため、安定な温度下において測定可能であるが、実際のリフロー温度プロファイルのような、速い昇・降温過程においてリアルタイムな測定は難しい。
温度可変な反り測定方法は、一般的に、レーザ方式とモアレ方式が挙げられる。
前者は、レーザ変位計をXY軸ステージで走査させながら表面形状を計測するため、安定温度条件下での測定に向いている。
後者は、縞模様パターンで照射したサンプル表面をCCDカメラで撮影し、干渉縞の位相を解析して反り情報を得ることで、撮影動作が速いため、リフロー温度条件下での測定に適している。
特に最近コンピューターの処理能力の向上でカメラが撮影した3D形状データを迅速的に処理・保存できるようになり、リアルタイムな反り測定が可能になった。
本稿は、当社が導入したプロジェクション・モアレ式反り・変形計測システムを利用したリアルタイムな反り測定実験例を紹介する。
2. 使用装置
本稿で使用した反り・変形計測装置(『TDM-COMPACT3、INSIDIX(株)製)を図1に示す。
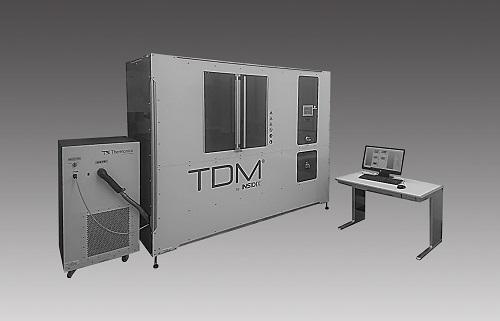
図1 プロジェクション・モアレ式反り測定装置『TDM-COMPACT3』の外観
装置は本体、チラー及び制御・解析用のPCから構成されている。本体内部には光学システムと加熱・冷却用のチャンパが設置されている。
光学システムは5つのプロジェクタ(縞模様投影用)とそれぞれに相応したCCDカメラから構成され、測定視野(FOV)は最大300×360mm(FOV300)、最小10×13mm(FOV10)となっている。
試験中にレンズを切り替えることで、1回の加熱・冷却サイクルで多サンプル・多視野の測定が可能である。
加熱・冷却用のチャンパ内には、上部と下部IRヒータが6組装備され、チラーと併用することで、-60~400℃の温度範囲内に加熱・冷却することが可能である。
また熱容量の大きい大型サンプルに対しては、対流式の加熱でサンプルをより均一加熱することができる。
測定の際に、サンプル(最大サイズ400×400mm)をチャンパ内に設置し、縞模様パターンの光をサンプル表面に45°斜めに照射させ、カメラがサンプルの真上から2Dや3D形状を撮影する。
データ解析ソフトウエアにより、サンプルの反り、変位、熱膨張係数(CTE)、表面粗さなどの情報を2Dや3D形状図、等高線図、断面プロファイルなど様々の形で表示することが可能である。
3. 実験方法
本稿は、測定動作が速いという該装置の最大の特徴を利用して、一般的なリフロー条件のような昇・降温過程中に基板・部品の反りをリアルタイムで測定することを試みた。
また、冷熱衝撃による変形を調査するため、低温条件下(-50~25℃)での反り測定も実施した。
測定用サンプルを図2に示す。
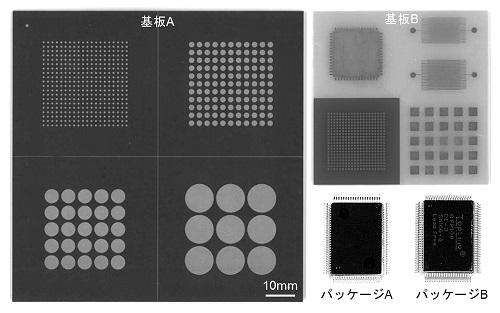
図2 本稿に使用したサンプルと設置
サイズの異なる汎用FR-4基板2枚(基板A、B)とダミーのQFPパッケージ2個(チップA、B)を使用した。
両基板は片面上にCu箔のパターンが4つ設けられ、それぞれの残銅率が違う。
サンプルは、光の反射を抑えるため白色塗装をした後に加熱・冷却チャンパ内のグラファイト板の上に設置した。
また、QFPパッケージの裏面(樹脂部とピン部)の反り状況を調べるため、チップAの裏面を上向きにした。
反り測定は、予め設定した温度プロファイル及び測定条件に従って自動的に実施させた。
室温で測定した後、サンプルを-0.1℃/秒のスピードで-50℃まで冷却させて測定を行った。
そして、温度を上昇させ、一定の温度(25℃、150℃、250℃)で一旦保持した状態と、温度上昇、下降中の状態で測定を行った(図3)。
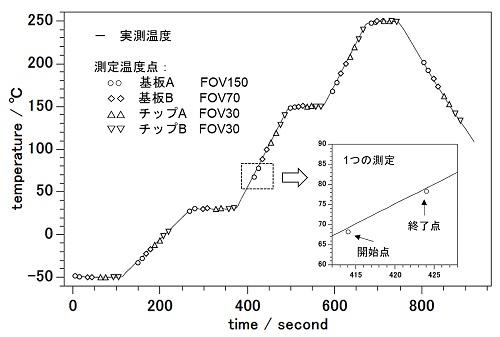
図3 実験温度プロファイルと反り測定点
25℃以降の温度プロファイルは通常のリフロー条件にもなる。
測定中には、プロジェクターとレンズが自動的に切り替えながら所定の測定位置に移動してそれぞれのサンプルの2D、3D形状図を撮影する。
具体的に、本稿では、まずFOV150で基板Aを測定し、次にFOV70に切り替えて基板Bを測定した。
そしてFOV30でパッケージA、最後に同じくFOV30でパッケージBをそれぞれ測定した。
4. 測定実施の結果
1.リアルタイム測定の性能
実測の温度と反り測定を行った温度点を図3に示す。グラフ上に1つの測定は測定開始点と測定終了点で表示されている。
測定開始から測定終了までは10秒程度が掛かったのは分かった。
この10秒間に、測定システムは2D撮影・データ保存、3D撮影・データ保存を動作する。
撮影動作自身が速いが、データが重いため多くの時間はデータの処理と記録に使用される。
また、2つの測定の間に、レンズとプロジェクターの切り替え、測定場所への移動も時間が掛かる。
従って、同じレンズかつ同じ箇所を測定する場合、2回連続測定の間に10秒程度の間隔が必要である。
一定温度で保持する段階、例えばリフローの予備加熱段階(図3の150℃)やトップ温度(図3の250℃)保持段階では、同一温度での連続測定ができる。
それに対して、図3のように、急な昇降温の条件で測定する場合は、測定間隔内に数℃変化するため、解析結果の解釈に注意が必要である。
多視野・多箇所測定の際に、2回連続測定の時間間隔とレンズ移動の時間を考慮しなければならない。
2.基板の反り
測定データの解析は専用ソフトウエアにより行った。
解析では、サンプルの変形による干渉縞を位相解析・画像処理して反り量や変位量を計測する。
一部の結果として、基板Aの室温、-50℃、250℃での表面形状を図4に示す。
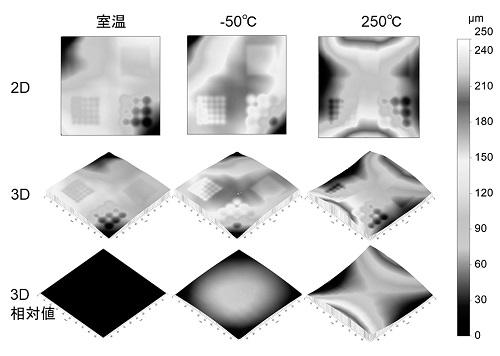
図4 基板Aの室温、-50℃、250℃での解析結果
表面形状は、2D図(図4、1段目)と3D図(図4、2段目)で表示して、図面上の色表示は表面の各点の高さ情報を表している。
また、室温でのサンプル表面を基準とした各温度での形状変化量(相対値)を図4の最下段に示す。
反り量の相対値を評価することで、各温度でのサンプルの反り・変形状況を分かりやすくなる。
図4から、基板Aは-50℃では中央部が約数十μm凸となり、250℃では辺縁部の2辺が大きく凸になって残りの2辺が大きく凹んだことが分かる。
図5に各温度での反り相対値を示す。
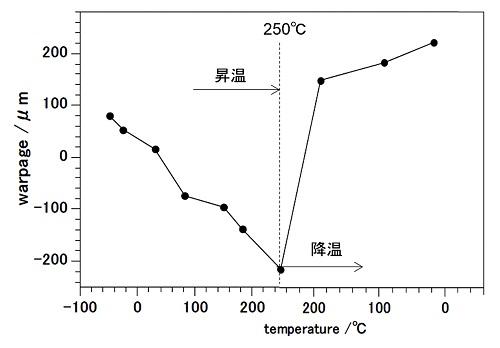
図5 温度変化による基板Aの反り量の変化
基板AのCuパターンのある面は、低温側では凸、高温側では凹と変形し、室温まで降温しても元の形状に戻らなかった。
これはFR-4基板材料のガラス転移点(一般は150~180℃)を大幅に超えて加熱したからと考えられる。
基板BはFOV70で測定したため、測定精度は基板Aより高い。
図6に基板Bの-50℃と250℃、そして昇・降温途中の25℃と150℃での表面形状の相対値を示す。
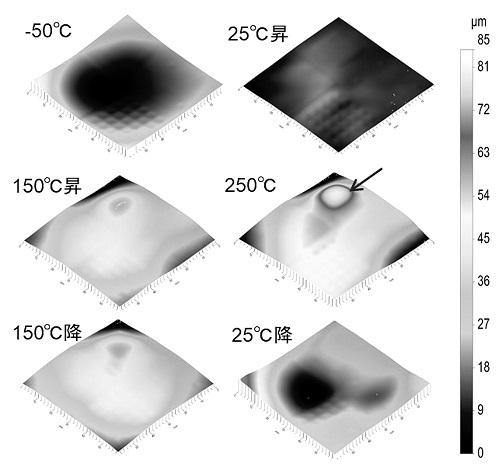
図6 温度保持と昇・降温途中の基板Bの反り状況
基板Bは、基板Aと違って低温側で凹んで、高温側で凸に変形した。
昇・降温途中の測定では、150℃ではほぼ同じ結果が観測されたが、25℃での反り状況が大きく異なった。
また、図6に矢印が指した箇所は変形度が一番高い、これはその領域の高い残銅率(>90%)と関連している可能性が高い。
3.QFPパッケージのピンの変形
2つのQFPパッケージドの測定結果から、パッケージBの表面、パッケージAの裏面とピン部の反りを解析した。
本稿は、パッケージの表面と裏面の解析結果を割愛し、ピン部の反り解析結果だけを紹介する。
パッケージAの表面上各点の高さ情報により作成された3D形状図を図7aに、一部のピン(点線で囲んだ部分)の拡大図を図7bに示す。
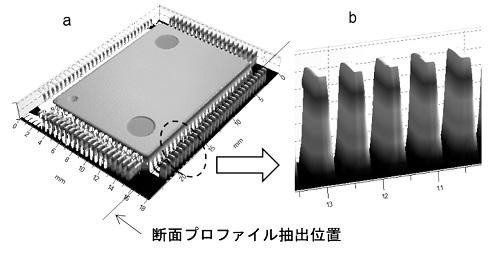
図7 QFPパッケージの全体とピンの一部の表面形状
温度変化によるピンの変形を調べるには、各温度での解析データからピンの高さ情報を引き出して比較することが有効である。
図8に示したのは、室温と250℃で測定したデータから、パッケージAの1つの長辺にある全部(30本)のピンの断面プロファイルである。
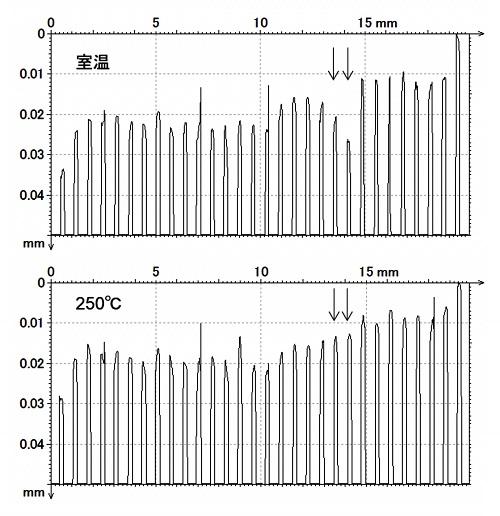
図8 室温と250℃でのQFPの1長辺のピンの高さプロファイル
横軸は各ピンの位置関係を示していて、縦軸は最も高いピンを基準とした各ピンの相対深さである。
この結果から、250℃で多くのピンが室温より高くなったことが分かる。
高さの変化は殆ど数μm程度であるが、左から21、22番目のピンは10μm以上も変化した。
このような不均一な変形は、パッケージ実装の際にはんだ接合部に過剰の応力が生じ、実装不良の原因となる。
5. まとめ
本稿では、プロジェクション・モアレ式反り・変形測定装置を用いて、-50℃までの低温側及び通常なリフロー温度条件下で基板と部品の反り状況をリアルタイムで計測することを試みた。
測定動作の掛かる時間とレンズの切り替え・移動時間などを考慮した上で、多サンプル・多視野でのリアルタイム計測は可能であることが分かった。
この特徴を生かすことで、高低差が大きく形状が複雑な大型のサンプルでも全体または局所の表面形状・変形の計測が可能である。
当社では、該装置を利用した各種の受託試験を実施しながら、特殊サンプルに適した治具・試験手段の開発及びサンプルの変位から応力集中の状況を量的に評価することを研究している。

がもつ高周波特性の魅力について徹底解説")

と樹脂設計・合成技術を核とした「i-SB事業化プラットフォーム」、企業の参加募る")